
Process
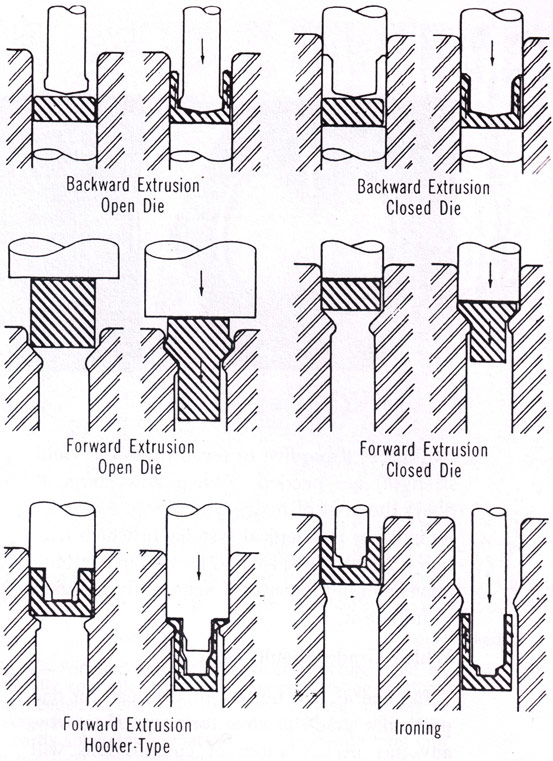
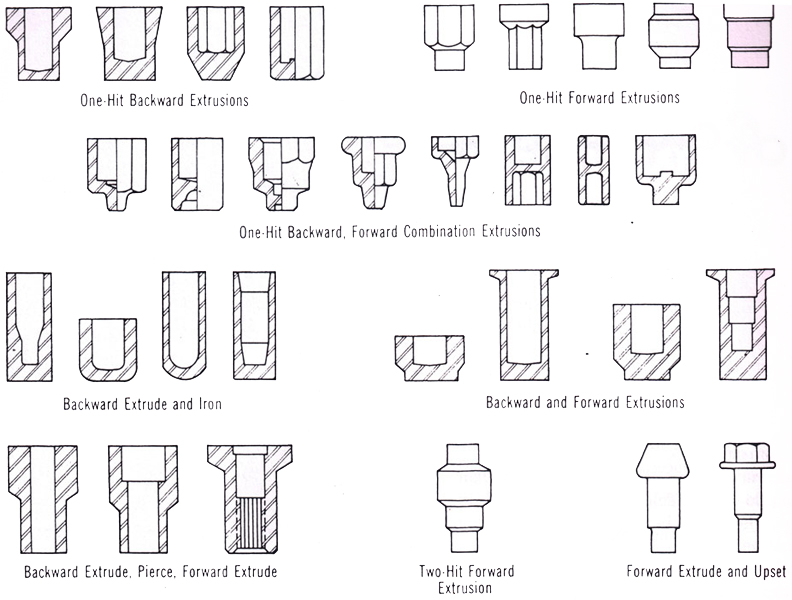
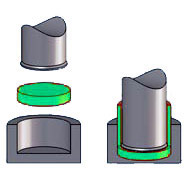
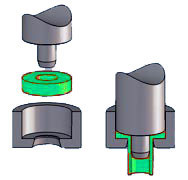
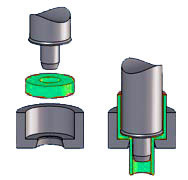
Impact Extrusion is one of the many bulk forming operations where in the raw material in the form of a coin (called a slug) is placed in a tool cavity (Die) and a great force at high speed is imparted onto the raw material. The result is the material flows in the direction which the tool allows it to flow. If there is a clearance between the top tool (Punch) and the Cavity (Die), the material flows in the backward or reverse direction making the process a reverse extrusion or backward extrusion. All this happens at ambient temperature. Non ferrous metals like Aluminium, Lead, Magnesium, Zinc, Copper (Its Alloys) and Tin (Its Alloys) etc can be impact extruded, but each material has its own set of properties of flow. The Easiest of all the metals for Impact Extrusion is “Aluminium” and in its purest form 99.7% purity is the best suitable for post extrusion operations like Neck Forming which is done mostly to make Aluminium bottles or Aerosol Containers. These days even Aluminium beer bottles are being made this way.
When the production requirement is huge in numbers, then Impact Extrusion is an option. For Low volume requirements, Deep Draw, Spinning, or numerous metal forming techniques can be opted for.
(NOTE: images are set to open in a popup window) |
|
|
|
 |
 |
|
|
Alloy |
Relative Extrusion Pressure |
1100 |
1.0 |
3003 |
1.2 |
6061 |
1.6 |
2014 |
1.8 |
7075 |
2.3 |
 |
 |
 |
 |